នៅក្នុងការផលិតដែកដែកដែលត្រឹមត្រូវដែលផ្នែកត្រូវតែអនុវត្តតាមស្តង់ដារដូចជា ISO 7752-1 (ការអនុវត្តម៉ាស៊ីនបែង) និង ASTM A606 (ការបង្កើតដែកដែ ការណែនាំនេះបានបង្ហាញពីប្រភេទម៉ាស៊ីនបែកសំខាន់, គោលការណ៍បច្ចេកទេសរបស់ពួកគេ, និងលក្ខខណ្ឌជ្រើសរើសដែលដឹកនាំដោយទិ
1. មូលដ្ឋាន: តួនាទីនៃការបត់ក្នុងការផលិតទំនើប
ការបែងដែកសន្លឹកគឺជាដំណើរការប្រែប្រួលប្លាស្ទិកដែលបង្កើនប្រភេទសារធាតុផ្ទាត់ (កម្រាស់ 0.1mm25mm) ទៅជារូបភាព 2D / 3D វាមិនអាចចរចាបានសម្រាប់ការផលិតផ្នែកសំខាន់នៅទូទាំងឧស្សាហកម្ម: ការបញ្ចូលថ្ម EV រថយន្ត, ការបញ្ចូលថ្ម titanium អាកាសចរណ៍, ការសាងស
- ការអនុវត្តតាមទំហំ (ឧទាហរណ៍ ± 0.1 ° ការអត់ធ្មត់មុខកែងសម្រាប់ផ្នែកអាកាសចរណ៍) ។
- ភាពត្រឹមត្រូវនៃសម្ភារៈ (គ្មានការបំបែកនៅក្នុងដែកខ្ពស់ដូចជា AH36) ។
- ប្រសិទ្ធភាពផលិតកម្ម (ការកាត់ឡាស៊ែរដែលត្រូវបានគ្រប់គ្រង / CNC punching throughput) ។
ម៉ាស៊ីនបែកត្រូវបានរចនាឡើងសម្រាប់ការងារបង្កើតផ្សេងគ្នា នីមួយៗ ត្រូវបានបង្កើតឡើងសម្រាប់ ខាងក្រោមនេះគឺជាការបំបែកច្បាស់ត្រឹមត្រូវនៃឧបករណ៍ស្តង់ដារឧស្សាហកម្ម:
2.1 ប្រេកចុច (មានភាពជាច្រើនបំផុត: ការបែងមុខ)
គោលការណ៍បច្ចេកទេស: ប្រើ ram (punch) ដែលត្រូវបានគ្រប់គ្រង CNC និង die ថេរដើម្បីអនុវត្តកម្លាំងដែលផ្តោតដោយ ការរីកចម្រើនសំខាន់គឺការបង់សំណងត្រឡប់មកវិញប្រព័ន្ធ CNC (ឧទាហរណ៍ Delem DA-66T, Cybelec DNC 880S) កែសម្រួលតំណែង ram ដោយស្វ័យប្រវត្តិដើម្បីប្រឆាំ
ការប្រែប្រួល និងលក្ខណៈពិសេសសំខាន់:
ប្រភេទ អត្ថប្រយោជន៍សំខាន់ ម៉ែត្រិកត្រឹមត្រូវ កម្មវិធីល្អបំផុត
|---------------------|-----------------------------------------|---------------------------------|-----------------------------------------------------|
Brake Press ម៉ាស៊ីន ល្បឿនរង្វង់ខ្ពស់ (15 20 bends / នាទី) Ram repeatability: ± 0.05mm ផ្នែកសាមញ្ញដែលមានលាយទាប, មានទំហំខ្ពស់ (ឧទាហរណ៍ប្រអប់ច |
Hydraulic Press Brake កម្លាំងស្ថិរសម្រាប់សម្ភារៈកម្រាស់ កម្លាំងចម្ងាយ: 50<unk>2,000 តោន កម្រាស់មធ្យម (ដែកទន់ 6<unk>15mm, ផ្នែករថយន្តនាវា) ។ |
Servo-Electric Press Brake ប្រសិទ្ធភាពថាមពល (ថាមពលតិចជាង 30 50%) ភាពត្រឹមត្រូវនៃមុំបង្កួត: ± 0.1 ° ផ្នែកដែលមានភាពត្រឹមត្រូវខ្ព |
ករណីប្រើប្រាស់ឧស្សាហកម្ម: ការប្រើប្រាស់អេឡិចត្រូនិចដែលមានសមត្ថភាព 100 តោនដំណើរការផ្ទាំងអាលុយមីញ៉ូម EV 800 ថ្មជារៀងរាល
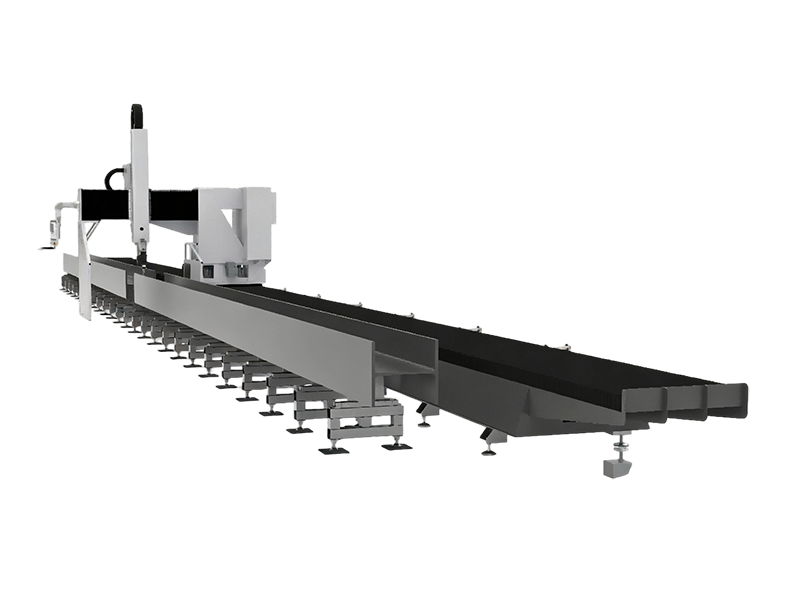
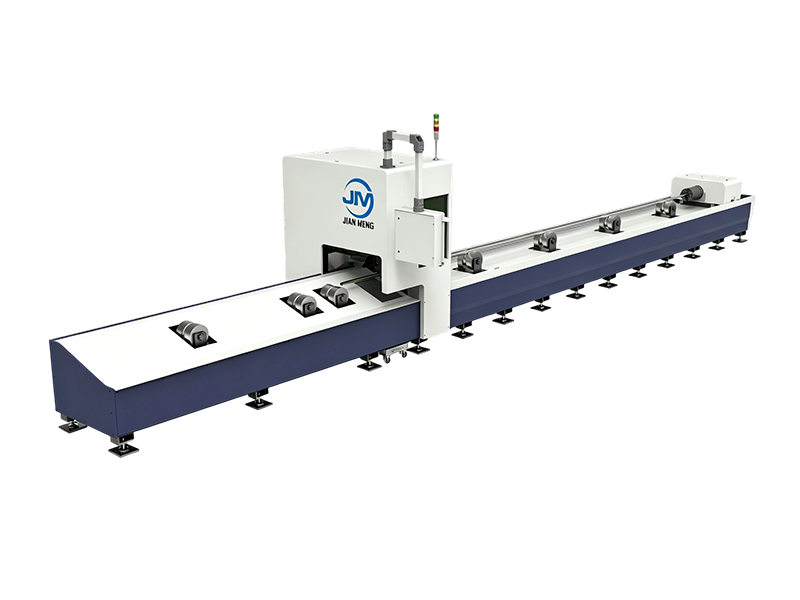
2.2 Roll Benders (ការបង្កើត Curvilinear)
គោលការណ៍បច្ចេកទេស: បី (ឬបួន) roller ដីត្រឹមត្រូវបានអនុវត្តសម្ពាធដែលកំពុងរីកចម្រើនដើម្បីបង្កើតដែ Roller ខាងលើកែសម្រួលបានជាបញ្ឈរដើម្បីគ្រប់គ្រងកម្រិតពង្រីក ខណៈពេលដែល rollers ខាងបញ្ជូនសម្ភារៈបម្រើ (ល្ប
លក្ខណៈពិសេសសំខាន់:
- អង្កត់ roller: 80-300mm (អង្កត់ធំជាងមុនសម្រាប់ស្តុកក្រាស់) ។
- ប្រវែង workpiece អតិបរមា: 1-12m (ប្រព័ន្ធ tandem សម្រាប់ការសាងសង់នាវា) ។
- ជួរ Radius: 50mm-5m (ឧបករណ៍ផ្ទាល់ខ្លួនសម្រាប់ផ្នែក micro-radius) ។
ការអនុវត្តដ៏ល្អបំផុត: សមាសធាតុខ្សែដូចជា HVAC duct elbows, ប្រព័ន្ធប្រតិបត្តិការប្រទេស, និងការបំពាក់ស្ថ សម្រាប់ដែកសាងនាវា AH36 ដែលមានកម្រាស់ 6mm, ម៉ាស៊ីនបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិទបិ
2.3 ការបង្កើតខ្សែ (ការបង្កើតខ្សែនិងការបង្កើតខ្សែ)
គោលការណ៍បច្ចេកទេស: ប្រើពន្លឺបិទថេរនិងស្លឹកបិទដែលមានស្លឹកបិទដើម្បីបិទគែមសន្លឹកនៅ 90 ° 180 ° (ក ត្រូវបានរចនាឡើងសម្រាប់សម្ភារៈវាស់វែងស្រាល (0.1-3mm) និងការធ្វើឡើងវិញខ្ពស់។
អត្ថប្រយោជន៍សំខាន់:
- ការរៀបចំយ៉ាងឆាប់រហ័ស (5-10 នាទីសម្រាប់ការផ្លាស់ប្តូរឧបករណ៍) ។
- ល្អឥតខ្ចោះសម្រាប់ការបង្កើត "ប្រអប់និងកញ្ចប់" (ឧទាហរណ៍ enclosures អគ្គិសនី, អគ្គិសនីដែកសន្លឹក
ការកំណត់: មិនសមស្របសម្រាប់សារធាតុកម្រាស់ (> 3mm) ឬមុខស្មុគស្មាញលើសពី 180 °។
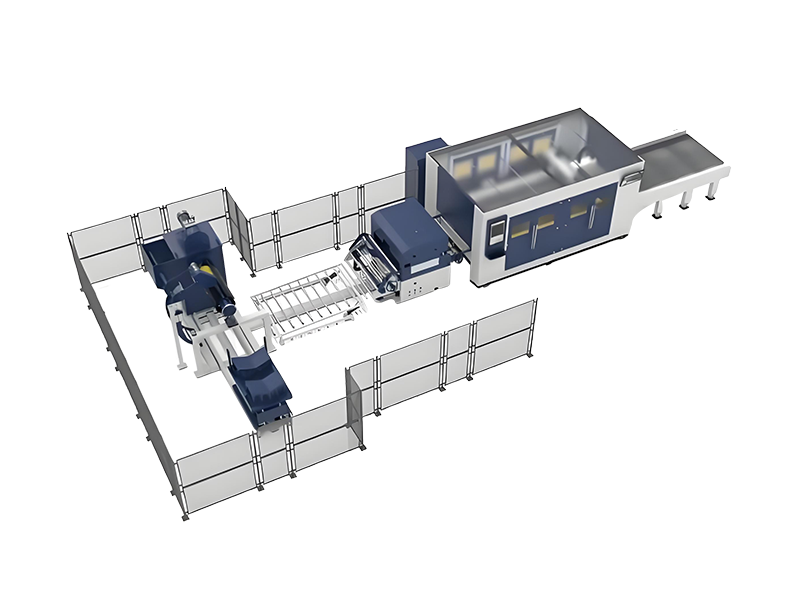
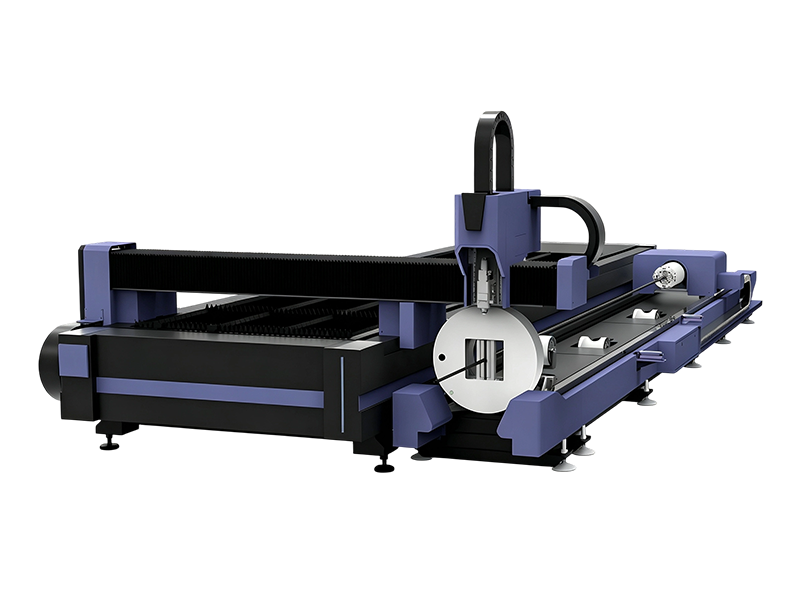
2.4 ម៉ាស៊ីនបង្កើត Roll (បង្កើត Profiled ជាបន្តបន្ទាប់)
គោលការណ៍បច្ចេកទេស: មួយស៊េរីនៃការស្លាប់ roller ជាបន្ទាប់បន្ទាប់បានបង្កើតរូបរាង sheet metal ទៅជាទម្រង់បន្តបន្ទាប់ (ឧទាហ ដំណើរការនៅល្បឿនបំពាក់ខ្ពស់ (10-30 ម៉ែត្រ / នាទី) សម្រាប់ផលិតកម្មជាច្រើន។
ករណីប្រើប្រាស់សំខាន់: ឧស្សាហកម្មសាងសង់ផលិតដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែកដែក
3. គោលការណ៍ជ្រើសរើសដោយទិន្នន័យសម្រាប់ឧបករណ៍កាត់
ការជ្រើសរើសម៉ាស៊ីនត្រឹមត្រូវមិនមែនជាអំពី "ល្អបំផុតនៅក្នុងថ្នាក់" ទេ វាជាអំពីការសម្របសម្រួ ផ្តោតលើទំហំដែលមិនអាចចរចាបានទាំងនេះ:
3.1 លក្ខណៈសម្បត្តិសម្ភារៈ
- ភាពរឹងមាំ និងកម្រាស់: ដែកដែលមានកម្រិតខ្ពស់ (HRc 3035, ឧទាហរណ៍, AH36) តម្រូវឱ្យប្រេងសារធាតុ / servo-អគ្គិសនី (≥100 តោនសម្ អាលុយមីញ៉ូមទន់ (6061-T6, HB 95) ធ្វើការជាមួយនឹងប្រេងចុចម៉ាស៊ីនឬប្រេងថត។
- ការបង្កើត: សម្ភារៈដែលមានការពង្រីកទាប (ឧទាហរណ៍ Titanium Ti-6Al-4V, ការពង្រីក 10%) ត្រូវការ servo-electric press brakes ជាមួយនឹងការអនុវត្តកម្លាំងយឺ
3.2 តម្រូវការភាពត្រឹមត្រូវ និងការអត់ធ្មត់
- ការណែនាំថ្នាក់អត់ធ្មត់ ISO 7752-1:
- ថ្នាក់ទី 1 (± 0.1 ° angle, ± 0.01mm ram repeatability): ផ្នែកអាកាសចរណ៍ / វេជ្ជសាស្ត្រ → ប្រែកចុចអគ្គិសនី Servo ។
- ថ្នាក់ទី 3 (± 0.5 ° angle, ram repeatability ± 0.05mm): ការសាងសង់ / HVAC → ប្រែកចុចទឹកសាស្ត្រ។
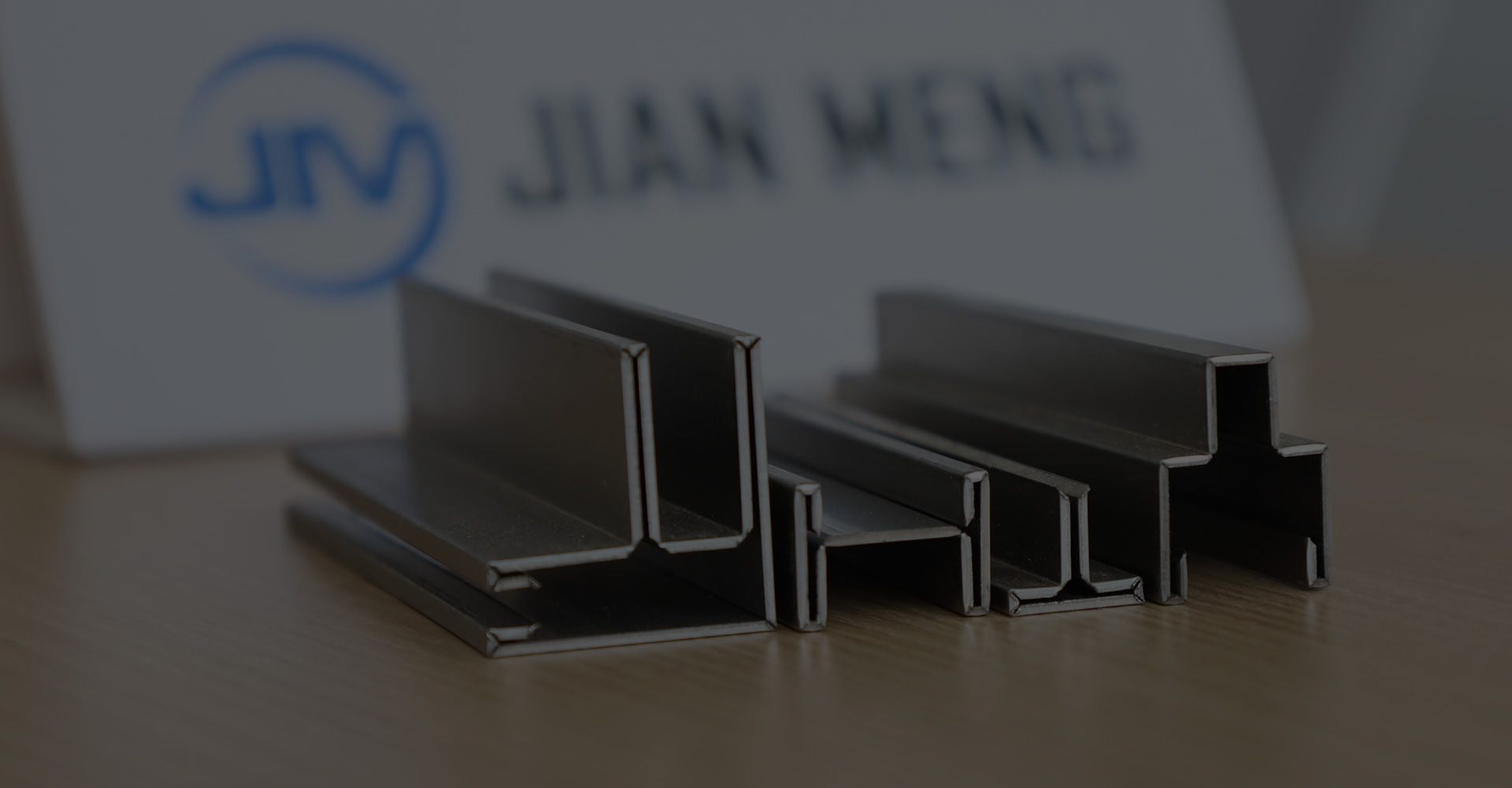
3.3 ទំហំផលិតកម្ម និងការរួមបញ្ចូលលំហានការងារ
- បរិមាណទាប, លាយខ្ពស់ (50-200 ផ្នែក / ថ្ងៃ): ប្រែកថតដៃឬប្រែកចុច CNC តូច (≤50 តោន) ជាមួយនឹងឧបករណ៍ផ្លាស់ប្តូរលឿន។
- បរិមាណខ្ពស់ (≥1,000 ផ្នែក / ថ្ងៃ): ប្រែកសារធាតុ Servo-អគ្គិសនីជាមួយនឹងការរួមបញ្ចូលការដឹកជញ្ជូន សមកាលជាមួយ MES (Manufacturing Execution Systems) សម្រាប់ផលិតពន្លឺ។
3.4 ការចំណាយសរុបនៃការជាម្ចាស់ (TCO) មិនត្រឹមតែតម្លៃមុន
ការបិទម៉ាស៊ីនដែលមានតម្លៃ ១៥,០០០ ដុល្លារអាចហាក់ដូចជាមានតម្លៃថោកជាងម៉ូដែលអគ្គិសនីដែលមានតម្លៃ ៨០,០០
កត្តាការចំណាយ Brake Press Mechanical ($) Servo-Electric Press Brake ($) ។
|----------------------|-----------------------------|--------------------------------|
ការវិនិយោគមុន 15,000 80,000
ការចំណាយថាមពល ១២,០០០/ឆ្នាំ × ៥ = ៦០,០០០ × ៤,០០០/ឆ្នាំ × ៥ = ២០,០០០
ការធ្វើការឡើងវិញ (សំរាម) 8,000 / ឆ្នាំ × 5 = 40,000 2,000 / ឆ្នាំ × 5 = 10,000 ។
TCO សរុប ១១៥,០០០ ១១០,០០០
4. ថែទាំនិងសុវត្ថិភាព: ការបង្កើនជីវិតឧបករណ៍អតិបរមា
ម៉ាស៊ីនបែកគឺជាទ្រព្យសម្បត្តិមូលធនធាន - ការថែទាំយ៉ាងសកម្ម និងការអនុវត្តតាមសុវត្ថិភាពកាត់បន្ថយពេលវេល
4.1 ការថែទាំជាប្រចាំ
- ប្រេកចុច: ជំនួសប្រេងទឹករៀងរាល់ 1,500 ម៉ោង (servo-electric: 3,000 ម៉ោង); ការកែសម្រួលអ្នកគ្រប់គ្រង CNC រៀងរាល់ត្រីមាសដើម្បីរក្សាភាពត្រឹមត្រូវ ± 0.01mm ។
- Roll Benders: ត្រួតពិនិត្យមើលប្រភេទ roller ជារៀងរាល់ខែសម្រាប់ការពាក់; grinding rollers ជារៀងរាល់ឆ្នាំប្រសិនបើភាពរឹងមាំផ្ទៃលើសពី Ra 0.8μm ។
- ម៉ាស៊ីនទាំងអស់: លាយផ្នែកចល័ត (ឧទាហរណ៍ ram guides, roller shafts) ជារៀងរាល់សប្តាហ៍ជាមួយនឹងខ្លាញ់សីតុណ្ហភាពខ្ពស់ (NLGI
4.2 ការអនុលោមតាមសុវត្ថិភាព
- លក្ខណៈពិសេសនៃការបញ្ជាទិញដែលស្របគ្នាជាមួយ EN 12622 (សុវត្ថិភាពប្រែកចុច) និង OSHA 1910.212:
- ប្រភេទ 4 ពន្លឺសុវត្ថិភាព (ឈប់ ram ប្រសិនបើដៃអ្នកប្រតិបត្តិការចូលទៅក្នុងតំបន់កាត់)
- ស្ថានីយ៍គ្រប់គ្រងដៃពីរ (ការពារការធ្វើសកម្មដោយចៃដន្យ) ។
- ការដកខ្លួន ram បន្ទាន់ (ដោយស្វ័យប្រវត្តិក្នុងអំឡុងពេលបាត់បង់ថាមពល) ។
- អ្នកប្រតិបត្តិការរថភ្លើងលើអាកប្បកិរិយា springback សម្ភារៈនិងការបញ្ជាក់កម្មវិធី CNC - សំខាន់សម្រាប់កា
5. សន្និដ្ឋាន: ឧបករណ៍បត់ជាទ្រព្យសម្បត្តិយុទ្ធសាស្ត្រ
នៅក្នុងទិដ្ឋភាពផលិតកម្មដែលមានការប្រកួតប្រជែងបច្ចុប្បន្ន ឧបករណ៍បង្កើនដែកគឺជាឧបករណ៍ជាងឧបករណ ដោយផ្តល់អាទិភាពដល់ការតម្រៀបចំបច្ចេកទេស (សម្ភារៈ) → ភាពត្រឹមត្រូវ → កម្រិតផលិតកម្ម) លើការចំណាយតែមួយគត់, អ្នកអាចជ្រើសរើសម៉ាស៊ីនដែល:
- កាត់បន្ថយអត្រាបំបាត់ពី 8-12% (ការបត់ដោយដៃ) ទៅ 2-3% ។
- រួមបញ្ចូលជាមួយលំហូរការងារឧស្សាហកម្ម 4.0 (ឧទាហរណ៍ CNC-to-MES data sync) ។
- បំពេញតាមតម្រូវការតឹងរ៉ឹងនៃឧស្សាហកម្មរថយន្ត, អាកាសចរណ៍, និងសាងសង់។
ទោះបីជាអ្នកកំពុងបង្កើតទឹកកម្តៅអាលុយមីញ៉ូម 0.5mm ឬដែកសាងនាវា 20mm ក៏ដោយ ឧបករណ៍ "ត្រឹមត្រូវ" ស្ពានតម្រូវការរចនានិងការ