ដំណោះស្រាយបត់សម្រាប់ក្រុមគណៈរដ្ឋមន្ត្រីនិងការផលិតកម្ម Enclosure
ពេលវេលាចេញផ្សាយ:2025-12-19
ការទស្សនា:257
នៅក្នុងទិដ្ឋភាពដ៏ថាមពលនៃការផលិតទំនើប ការសម្រេចបានការបែងត្រឹមត្រូវនៅក្នុងសម្ភារៈគឺមានសារៈ មិនថាសម្រាប់ឧបករណ៍ផ្ទះបាយ, ឧបករណ៍អគ្គិសនី, ឬសមាសធាតុដែកដែកផ្ទាល់ខ្លួន, ការបង្កើនដោយផ្ទាល់កំណត់ភាពស អត្ថបទនេះបានស្វែងយល់ពីដំណោះស្រាយការបែកជំនាញដែលត្រូវបានធ្វើឡើងសម្រាប់ការផលិតអគារនិងអគារដោយបង្ហាញពីបច
ការបែងគឺជាដំណើរការផលិតមូលដ្ឋានមួយដែលពាក់ព័ន្ធនឹងការប្រែប្រួលប្លាស្ទិកដែលត្រូវបានគ្រប់ នៅក្នុងការផលិតអគារនិងកន្លែងដែលភាពប្រតិបត្តិការគ្នានៃផ្នែកនិងការត្រឹមត្រូវនៃទំហំគឺសំខាន់ណាការបែកធានាថាការប្រមូលផ្តុំគ្មា ដំណើរការត្រូវតែមានតុល្យភាពនៃលក្ខណៈសម្បត្តិសម្ភារៈ (ឧទាហរណ៍កម្លាំងផលិតផល, ductility) ជាមួយតម្រូវការគណិតវិទ
វិធីសាស្ត្រពត់ជាក់លាក់សម្ភារៈ
ការផលិតឧបករណ៍និងឧបករណ៍អាស្រ័យលើផ្ទាំងសំខាន់ពីរដែលមានឈើនិងដែក - មួយៗ ត្រូវការវិធីសាស្ត្របង្ក
ឈើ Bending សម្រាប់គណៈរដ្ឋមន្ត្រី
ឈើ នៅ តែ ជា រឿង សំខាន់ មួយ នៃ ក្រុមហ៊ុន ក្រុមហ៊ុន ដោយ សារ តែ ភាព ជាមួយ នឹង ភាព ស្រស់ ស្អាត របស់ វា ប៉ុន្តែ រច
- ការបែងដោយអាកាស: បច្ចេកទេសប្រពៃណីសម្រាប់ឈើរឹង។ ឈើត្រូវបានបង្ហាញទៅនឹងអាកាសដែលពេញលេញ (100-110 ° C) រយៈពេល 1-3 ម៉ោង (អាស្រ័យលើកម្រាស់) ដើម្បីធ្វើឱ្យ lignin ទន់ ដែលជ បន្ទាប់ពីការទន់ឈើត្រូវបានបិទទៅក្នុងផ្សិតត្រឹមត្រូវនិងត្រូវបានស្ងួតដោយខ្យល់ (៦២៤ ម៉ោង) ដើម្បីកំណត់ទម្
- Laminated Bending: ចូលចិត្តសម្រាប់កម្លាំងខ្ពស់, bends ស្របគ្នា។ ផ្ទាំងឈើស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្រាលស្ ការបង្កើនត្រូវបានបង្ហាប់នៅក្នុងម៉ាស៊ីន (10<unk>20 គីឡូក្រាម / សង់ទីម៉ែត្រការ៉េ) នៅ 80<unk>120 ° C រហូតដល់ការបង្កើនភ្ជាប់ (30<unk>60 នា
- ការប៉ះ Kerf: សមស្របសម្រាប់ការប៉ះ radius តឹង (ចុះដល់ 10mm) នៅក្នុងបន្ទះឈើរឹង។ ការកាត់ជ្រៅផ្នែកជាមួយគ្នា (kerfs) ត្រូវបានធ្វើឡើងតាមរយៈអាកាសកែងដោយយកចេញ 50-70% នៃកម្រាស់សម្ភារៈ។ បណ្តាញដែលនៅសល់ flexes ដើម្បីអនុលោមតាមផ្សិត; kerfs ត្រូវបានបំពេញជាញឹកញាប់បន្ទាប់ពីការបែងដើម្បីស្តារភាពស្មោះត្រង់រចនាសម្ព ទូទៅនៅក្នុងក្របខ័ណ្ឌទ្វារគណៈរដ្ឋមន្ត្រី និង fascias កោង។
Sheet ដែក Bending សម្រាប់ Enclosures ដែក & គណៈរដ្ឋមន្ត្រី
ដែកសន្លឹក (ដែកទន់, ដែកអ៊ីណុក, អាលុយមីញ៉ូម) មាននៅគ្រប់ទីកន្លែងនៅក្នុងអគ្គិសនីនិងអគ្គិសនី ដំណើរការពត់សម្រាប់ដែកផ្តោតលើការកាត់បន្ថយ springback (ការងើបឡើងវិញដែលមានភាពរលូន) និងការរក
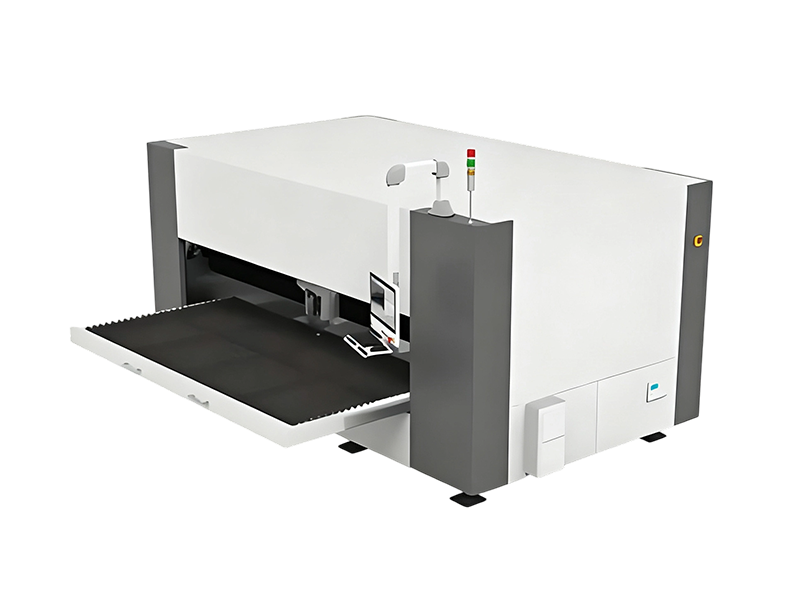
- Press Brake Bending: ស្តង់ដារឧស្សាហកម្មសម្រាប់ការបង្កើតត្រឹមត្រូវ។ CNC (Computer Numerical Control) press brake បានអនុវត្តកម្លាំង (10<unk>3000 តោន) ដើម្បីបិទស្លាកលើ V-die ឬ U-die ដែលបង្កើតជុំគោលដៅ។ ប្រព័ន្ធទំនើបរួមបញ្ចូលគ្នា backgauges និង angle sensors ដើម្បីសម្រេចបាន ± 0.05mm repeatability ដែលមានសារៈសំខាន់សម្រាប់ផលិ
- Roll Bending: ត្រូវបានប្រសើរឡើងសម្រាប់ខ្សែក្រវាងដែលមានចម្ងាយធំ (ឧទាហរណ៍កន្លែងស៊ីឡាំង) ។ មួយបីនៃ rollers អាចកែសម្រួល (មួយខាងលើ, ពីរខាងក្រោម) អនុវត្តសម្ពាធកើនឡើង, បន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន្តបន
- V-Bending និង U-Bending: ប្រភេទប្រេងចុចពិសេស។ V-bending ប្រើប្រាស់ punch / die រូបរាង V សម្រាប់មុខខ្លាំង (15 ° 165 °) ខណៈពេលដែល U-bending ប្រើប្រាស់ channel die ដើម្បីបង្កើត profile បិទសម្រាប់ការពង្ ការជ្រើសរើសអាស្រ័យលើគណិតវិទ្យាផ្នែកចុងក្រោយ និងតម្រូវការមុខងារ។
ការបែងត្រឹមត្រូវសម្រាប់អគ្គិសនី
ការបំពាក់អគ្គិសនីតម្រូវឱ្យមានភាពត្រឹមត្រូវពិសេសដើម្បីធានាថា IP (ការការពារចូល) អនុវត្ត និងការស្របគ្ន ដំណើរការពត់នៅទីនេះផ្តល់អាទិភាពដល់ការគ្រប់គ្រងភាពអត់ធ្មត់ និងការធ្វើឡើងវិ
- ម៉ាស៊ីន CNC Panel Bending: ប្រព័ន្ធជំនាញទាំងនេះបានបដិវត្តន៍ការផលិតបន្ទប់។ មិនដូចជាប្រេកចុចប្រពៃណីទេ ពួកគេប្រើប្រេកចុចចុចនិងឧបករណ៍បង្វិលដើម្បីបង្កើតគែមដោយគ្មានការដាក់ទី ការគ្រប់គ្រងអាក្សច្រើនអនុញ្ញាតឱ្យមានលក្ខណៈសម្បត្តិដ៏ស្មុគស្មាញ (ឧទាហរណ៍គែមដែលមា
- ការធានាគុណភាពដោយស្វ័យប្រវត្តិ: ឧបករណ៍សញ្ញាបញ្ចូលរួមបញ្ចូលគ្នាត្រួតពិនិត្យមើលចម្ងាយបង្កើន នេះកាត់បន្ថយកំហុសមនុស្ស និងធានាថាមានភាពស្របគ្នានៅទូទាំងដំណើរការផលិតកម្ម។
- ប្រសិទ្ធភាពសម្ភារៈ: សម្រាប់ដែកដែលមានប្រសិទ្ធភាពស្រាល (0.5-2mm) អ្នកបង្កើនប្រព័ន្ធ CNC បានបង្កើនប្រសិទ្ធភាពល្អបំផុតនៃគំ
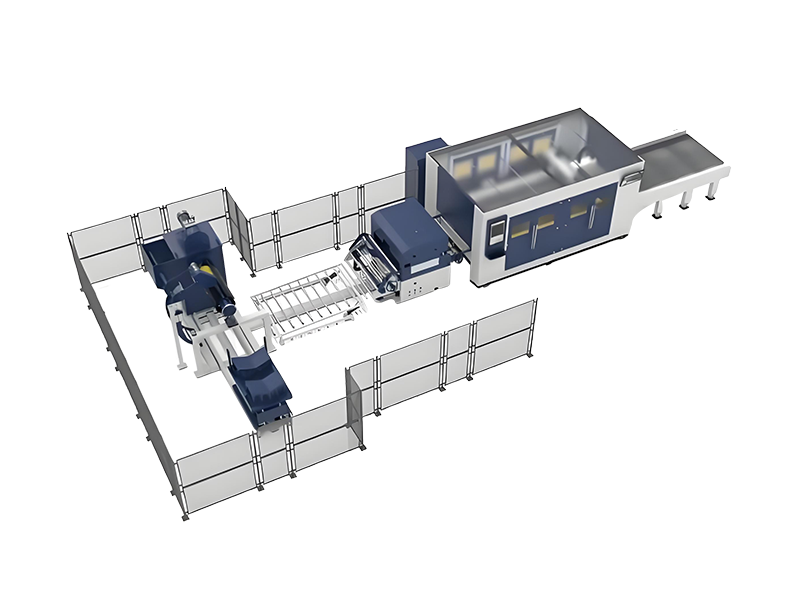
ការរួមបញ្ចូលទៅក្នុងដំណើរការផលិតកម្មដែក Sheet
ការបែងគឺជាជំហានកណ្តាលដ៏សំខាន់មួយនៅក្នុងការផលិតដែកដែកដែលតម្រូវឱ្យមានការសម្របសម្រួលយ៉ាងតឹងរឹងជាមួយដំណើរការ
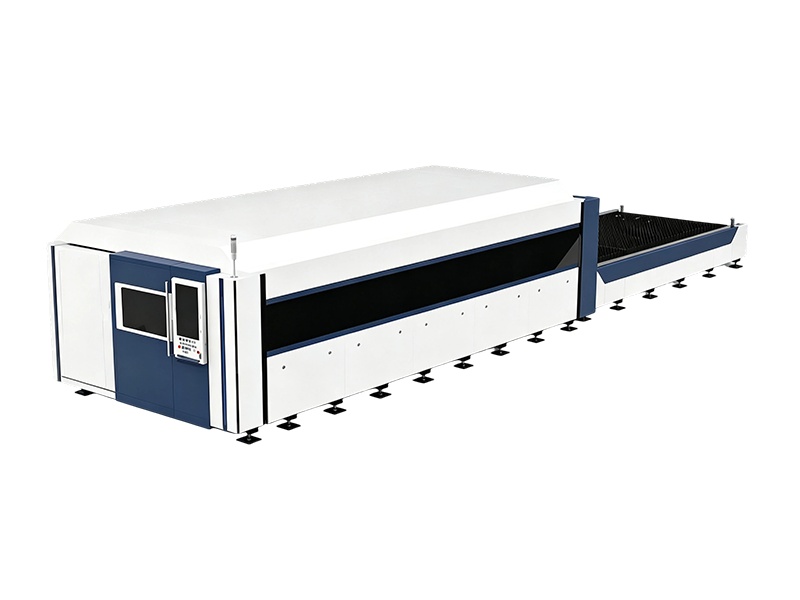
1. ការកាត់ត្រឹមត្រូវ: មុនពេលការប៉ះ, សន្លឹកត្រូវបានកាត់ទៅរូបរាងសុទ្ធតាមរយៈការកាត់ឡាស៊ែរ, ក ការកាត់ឡាស៊ែរត្រូវបានគេចូលចិត្តសម្រាប់ភាពត្រឹមត្រូវ ± 0.02mm និងសមត្ថភាពរបស់វាក្នុងការបង្កើត notches /
2. ការល្អប្រសើរឡើងនៃលំដាប់បែក: បញ្ជាបែកត្រូវបានគេរៀបចំដើម្បីជៀសវាងការប៉ះទង្គិចឧបករណ ការបែងខាងក្នុងត្រូវបានបង្កើតឡើងមុនពេលខាងក្រៅ ហើយការបែងធំត្រូវបានបង្កើតឡើងមុនពេលមុខតឹង
3. ក្រោយពីការបែកប្រជុំនិងការបញ្ចប់: សមាសធាតុបែកត្រូវបានធ្វើការផ្សារ, riveting, ឬការបញ្ចូលឧបករណ ការបញ្ចប់ (ការថ្នាំកូតម្សៅ, ការធ្វើអាណូឌីស, ការធ្វើអាណូឌីស) បង្កើនការប្រឆាំងនឹងការ ការលុបចោលមុនពេលបង្កើនគឺមានសារៈសំខាន់សម្រាប់គុណភាពបញ្ចប់។
ទិដ្ឋភាពដែលកំពុងកើតឡើងនៅក្នុងបច្ចេកវិទ្យាការបែក
ការច្នៃប្រឌិតបច្ចេកវិទ្យាបានបន្តបង្កើតឡើងវិញដំណោះស្រាយការបង្កែង ដោយដឹកនាំដោយតម្រូវការ
- ប្រព័ន្ធ CNC ឆ្លាតវៃ: AI និងការរៀនម៉ាស៊ីនអនុញ្ញាតឱ្យមានការបែកប្រែប្រួលដែលម៉ាស៊ីនប្រើប្រាស់ទិន្នន័យប ការវិភាគពេលវេលាពិតក៏ធ្វើឱ្យជីវិតឧបករណ៍និងកាលវិភាគថែទាំមានលក្ខណៈល្
- ផលិតកម្មដែលមានភាពនិរន្តរភាព: ការអនុវត្តដែលមានភាពងាយស្រួលសម្រាប់បរិស្ថានទទួលបានការទាក់ទាញដោយដំណើរការពត់ផ្តោតល សម្ភារៈដែលត្រូវបានធ្វើឡើងវិញ (ឧទាហរណ៍អាលុយមីញ៉ូមដែលត្រូវបានធ្វើឡើងវិញ) ត្រូវ
- ម៉ាស៊ីនបែង Hybrid: ប្រព័ន្ធថ្មីរួមបញ្ចូលគ្នានូវសមត្ថភាពបែងបង្ហាញនិងបែងបង្ហាញដែលផ្តល់នូវភាពជាច្រើនសម្រាប នេះកាត់បន្ថយការចំណាយមូលនិងតម្រូវការនៃកន្លែងជាន់។
ដំណោះស្រាយការបែកគឺជាគ្រឿងជ្រុងនៃការផលិតអគារនិងកន្លែងដែលមានគុណភាពខ្ពស់, វិទ្យាសាស្ត្រសម ដោយប្រើប្រាស់បច្ចេកវិទ្យាជាក់លាក់សម្ភារៈពីឈើដែលត្រូវបានបង្កើតដោយខ្យល់ទៅកាន់ការបង្កើតដែកដែលត្រូវបានគ្រប់គ
នៅពេលដែលទិដ្ឋភាពផលិតកម្មកំពុងរីកចម្រើន ការនៅតាមការច្នៃប្រឌិតនៅក្នុងឧបករណ៍និងដំណើរការពត់នឹងមានស
តើ អ្នក ចង់ ឲ្យ ខ្ញុំ បង្កើត តារា ប្រៀបធៀប បច្ចេកទេស ដែល ផ្ទុយ គ្នា នឹង ប៉ារ៉ាម៉ែត្រ សំខាន់ (ភាព ស្របគ្នា នឹង សម្ភារៈ, ភាព ត្រឹមត្រូវ, ការ ច